


Trong ngành xi mạ và xử lý bề mặt kim loại, thụ động hóa (Passivation) được xem là công đoạn cuối cùng nhưng lại đóng vai trò quyết định đến khả năng chống ăn mòn, độ bền và chất lượng tổng thể của sản phẩm. Tuy nhiên, không ít doanh nghiệp gặp phải tình trạng sản phẩm đạt yêu cầu về ngoại quan nhưng nhanh chóng xuất hiện rỉ sét trắng, loang màu hoặc giảm khả năng chống ăn mòn sau thời gian ngắn sử dụng.
Theo các chuyên gia xử lý bề mặt, phần lớn các vấn đề này xuất phát từ những sai sót trong quá trình thụ động hóa hoặc việc kiểm soát chưa chặt chẽ các thông số vận hành. Việc nhận diện sớm các lỗi thường gặp và áp dụng biện pháp khắc phục phù hợp sẽ giúp doanh nghiệp giảm đáng kể tỷ lệ hàng lỗi và nâng cao chất lượng sản phẩm.
Những Lỗi Thường Gặp Khi Thụ Động Hóa Kim Loại
1. Xuất Hiện Gỉ Sét Trắng Quá Sớm
Đây là lỗi phổ biến nhất đối với các sản phẩm mạ kẽm.
Gỉ sét trắng là sản phẩm ăn mòn của lớp kẽm, xuất hiện dưới dạng các đốm hoặc lớp bột màu trắng trên bề mặt sản phẩm.

Kim loại bị hiện tượng “Gỉ sét trắng”
Nguyên nhân
- Nồng độ hóa chất thụ động không đạt yêu cầu.
- Thời gian ngâm quá ngắn.
- Bề mặt chưa được làm sạch hoàn toàn trước khi thụ động hóa.
- Lớp màng thụ động hình thành không đồng đều.
- Dung dịch thụ động bị nhiễm tạp chất.
Hướng xử lý
- Kiểm tra và hiệu chỉnh nồng độ hóa chất định kỳ.
- Tăng cường kiểm soát công đoạn tẩy dầu và hoạt hóa.
- Phân tích dung dịch thường xuyên để loại bỏ tạp chất.
- Kiểm soát chính xác thời gian xử lý theo khuyến nghị của nhà cung cấp hóa chất.
2. Bề Mặt Loang Màu Hoặc Không Đồng Đều
Sản phẩm sau thụ động hóa có thể xuất hiện các vùng màu đậm nhạt khác nhau hoặc các vệt màu bất thường.
Nguyên nhân
- Nhiệt độ bể xử lý không ổn định.
- pH dung dịch vượt khỏi giới hạn cho phép.
- Phân bố hóa chất trong bể không đồng đều.
- Bề mặt sản phẩm bị nhiễm dầu hoặc cặn bẩn.
Hướng xử lý
- Theo dõi pH và nhiệt độ liên tục.
- Khuấy trộn hoặc tuần hoàn dung dịch hiệu quả hơn.
- Tăng cường công đoạn rửa trước thụ động hóa.
- Thực hiện bảo trì và vệ sinh bể định kỳ.
3. Lớp Màng Bị Bong Tróc
Một số sản phẩm có thể xuất hiện hiện tượng lớp thụ động bong ra khi vận chuyển hoặc gia công tiếp theo.
Nguyên nhân
- Bề mặt chưa được hoạt hóa đúng cách.
- Lớp màng hình thành quá dày.
- Điều kiện sấy không phù hợp.
- Hóa chất sử dụng không tương thích với lớp mạ.
Hướng xử lý
- Kiểm tra lại quy trình hoạt hóa bề mặt.
- Điều chỉnh thời gian ngâm và nồng độ hóa chất.
- Duy trì nhiệt độ sấy trong giới hạn khuyến nghị.
- Lựa chọn hệ hóa chất phù hợp với từng loại lớp mạ.
4. Bề Mặt Xuất Hiện Đốm Đen Hoặc Vết Cháy
Đây là hiện tượng thường gặp khi dung dịch bị nhiễm bẩn hoặc vận hành không ổn định.
Nguyên nhân
- Hàm lượng sắt và tạp chất kim loại tăng cao.
- pH dung dịch không được kiểm soát.
- Nhiệt độ bể quá cao.
- Tuổi thọ dung dịch đã vượt giới hạn cho phép.
Hướng xử lý
- Phân tích thành phần dung dịch định kỳ.
- Thay mới hoặc xử lý dung dịch khi cần thiết.
- Kiểm soát chặt chẽ các thông số vận hành.
- Áp dụng hệ thống lọc tuần hoàn.
5. Khả Năng Chống Ăn Mòn Không Đạt Tiêu Chuẩn
Đây là lỗi nghiêm trọng nhất vì ảnh hưởng trực tiếp đến tuổi thọ sản phẩm.
Nguyên nhân
- Lớp màng thụ động không hình thành hoàn chỉnh.
- Quy trình xử lý chưa được tối ưu.
- Dung dịch bị suy giảm hiệu quả do nhiễm tạp chất.
- Sản phẩm chưa được ổn định hoàn toàn trước khi thử nghiệm.
Hướng xử lý
- Rà soát toàn bộ quy trình từ tẩy dầu đến sấy khô.
- Kiểm tra định kỳ các chỉ tiêu kỹ thuật của bể hóa chất.
- Để sản phẩm ổn định ít nhất 24 giờ trước khi đánh giá khả năng chống ăn mòn.
Xu Hướng Mới: Từ Khắc Phục Lỗi Sang Phòng Ngừa Lỗi
Cùng với sự phát triển của công nghệ sản xuất thông minh, nhiều doanh nghiệp đang ứng dụng cảm biến và hệ thống giám sát tự động để theo dõi liên tục:
- Nồng độ hóa chất.
- Giá trị pH.
- Nhiệt độ bể.
- Độ dẫn điện.
- Hàm lượng tạp chất.
Việc kiểm soát dữ liệu theo thời gian thực giúp phát hiện sớm các dấu hiệu bất thường trước khi sản phẩm lỗi được tạo ra, góp phần giảm chi phí sản xuất và nâng cao độ ổn định của quy trình.
Làm Thế Nào Để Đánh Giá Hiệu Quả Của Quá Trình Thụ Động Hóa?
Một sản phẩm sáng bóng không đồng nghĩa với việc lớp thụ động đạt chất lượng. Vì vậy, các doanh nghiệp thường sử dụng nhiều phương pháp đánh giá khác nhau.
Thử Nghiệm Phun Sương Muối (ASTM B117)
Đây được xem là “tiêu chuẩn vàng” trong ngành xử lý bề mặt kim loại.
Mẫu thử được đặt trong tủ phun sương muối với dung dịch NaCl 5% ở nhiệt độ khoảng 35°C nhằm mô phỏng môi trường ăn mòn khắc nghiệt.
Các chỉ tiêu quan trọng
Rỉ sét trắng (White Rust)
- Thể hiện khả năng bảo vệ của lớp màng thụ động.
- Xuất hiện càng muộn chứng tỏ lớp màng càng hiệu quả.
Rỉ sét đỏ (Red Rust)
- Cho thấy lớp mạ kẽm đã bị phá hủy hoàn toàn.
- Thể hiện khả năng bảo vệ tổng thể của hệ thống lớp phủ.
Theo kinh nghiệm ngành, nhiều sản phẩm chất lượng cao hiện nay yêu cầu: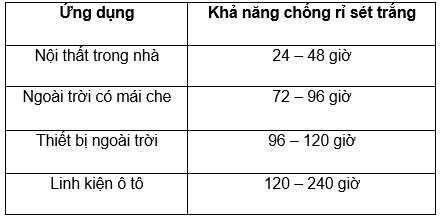
Kiểm Tra Ngoại Quan
Đây là phương pháp nhanh nhất trong kiểm soát chất lượng hàng ngày.
Lớp thụ động đạt yêu cầu phải:
- Màu sắc đồng đều.
- Không loang màu.
- Không có đốm trắng hoặc đốm đen.
- Bề mặt sáng và đồng nhất.
Kiểm Tra Độ Bám Dính
Thông qua phương pháp băng keo theo tiêu chuẩn ASTM D3359.
Nếu lớp màng không bị bong ra khi bóc băng keo, khả năng bám dính được xem là đạt yêu cầu.
Kiểm Tra Nhỏ Giọt Hóa Chất
Một số nhà máy sử dụng dung dịch axit loãng để đánh giá nhanh khả năng kháng hóa chất của lớp màng.
Thời gian phản ứng càng lâu chứng tỏ lớp thụ động càng ổn định và có chất lượng tốt.
D.K Chemicals – Đối Tác Đồng Hành Trong Giải Pháp Thụ Động Hóa Kim Loại
Trong bối cảnh yêu cầu về chất lượng và tiêu chuẩn chống ăn mòn ngày càng cao, D.K Chemicals đang trở thành đối tác đáng tin cậy của nhiều doanh nghiệp cơ khí, xi mạ và sản xuất công nghiệp tại Việt Nam.
D.K Chemicals cung cấp đa dạng các giải pháp chuyên sâu gồm:
- Hóa chất thụ động hóa Cr³⁺.
- Hóa chất thụ động hóa không Crom (Chrome-Free).
- Hóa chất xử lý bề mặt kim loại.
- Giải pháp chống bám dấu vân tay (Anti-Fingerprint).
- Tư vấn tối ưu hóa quy trình xử lý bề mặt và nâng cao khả năng chống ăn mòn.
Với sự kết hợp giữa công nghệ tiên tiến từ châu Âu và đội ngũ kỹ thuật giàu kinh nghiệm tại Việt Nam, D.K Chemicals không chỉ cung cấp sản phẩm mà còn hỗ trợ doanh nghiệp kiểm soát quy trình, giảm tỷ lệ hàng lỗi và nâng cao chất lượng sản phẩm đầu ra.

D.K Chemicals cung cấp đa dạng các giải pháp chuyên sâu trong xử lý bề mặt kim loại
Thụ động hóa là công đoạn quyết định đến khả năng chống ăn mòn của sản phẩm kim loại sau mạ. Các lỗi như rỉ sét trắng, loang màu, bong tróc hay suy giảm khả năng bảo vệ đều có thể được hạn chế nếu doanh nghiệp kiểm soát tốt quy trình và đánh giá chất lượng bằng các phương pháp tiêu chuẩn. Trong bối cảnh yêu cầu kỹ thuật ngày càng khắt khe, việc lựa chọn hóa chất phù hợp và hợp tác với các đơn vị cung cấp giải pháp chuyên nghiệp như D.K Chemicals sẽ là yếu tố quan trọng giúp doanh nghiệp nâng cao năng lực cạnh tranh và hướng tới sản xuất bền vững.
Tham Khảo Một Số Hóa Chất Xử Lý Bề Mặt Của Chúng Tôi Tại Đây: https://dk-chemicals.vn/
Tham Khảo Một Số Sản Phẩm Khác Của Chúng Tôi Tại Đây: https://dk-metalsurfacetreatment.com/san-pham-cong-ty-tnhh-hoa-chat-d-k/





